Direkt roving för CFRT



Direkt roving för CFRT
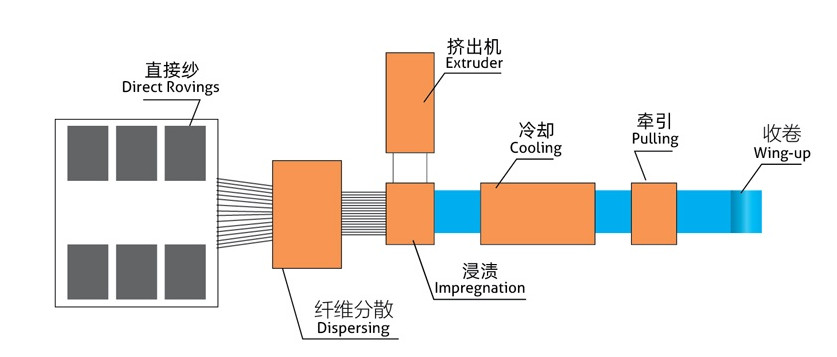
Direktrovning för kontinuerlig fiberförstärkt termoplast används för CFRT-processen. Glasfibergarner lindades av utsidan från spolarna på hyllan och arrangerades sedan i samma riktning; Garner dispergerades genom spänning och värmdes upp med varmluft eller IR; Smält termoplastförening tillfördes av en extruder och impregnerade glasfibern med tryck; Efter kylning bildades det slutliga CFRT-arket.
Drag
●Inget ludd
● Kompatibilitet med en mängd olika hartssystem
● Bra bearbetning
● Utmärkt spridning
● Utmärkta mekaniska egenskaper
Ansökan:
Den används inom fordonsindustrin, byggbranschen, transportbranschen och flygindustrin.

Produktlista
| Punkt | Linjär densitet | Hartskompatibilitet | Drag | Slutanvändning |
| BHCFRT-01D | 300-2400 | PA, PBT, PET, TPU, ABS | Kompatibilitet med en mängd olika hartssystem, låg luddighet | fordonsindustrin, byggbranschen, transportbranschen och flygindustrin |
| BHCFRT-02D | 400-2400 | PP, PE | Utmärkt dispersion, utmärkta mekaniska egenskaper | fordonsindustrin, byggbranschen, sportindustrin, elindustrin och elektronikindustrin |
| Identifiering | ||||
| Typ av glas | E | |||
| Direkt roving | R | |||
| Filamentdiameter, μm | 400 | 600 | 1200 | 2400 |
| Linjär densitet, tex | 16 | 16 | 17 | 17 |
| Tekniska parametrar | |||
| Linjär densitet (%) | Fukthalt (%) | Storlek Innehåll (%) | Brottstyrka (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
CFRT-processen
En smält blandning av polymerharts och tillsatser erhålls genom en extruder. Den kontinuerliga filamentrovingen dispergeras och impregneras genom att dra igenom den smälta blandningen. Efter kylning, härdning och lindning bildas det slutliga materialet.