Direkt roving för pultrusion



Direkt roving för pultrusion
Direktrovning för pultrudering är kompatibel med omättad polyester, vinylester, epoxi och fenolhartser.
Drag
● Bra processprestanda och låg luddighet
● Kompatibilitet med flera olika hartssystem
● Goda mekaniska egenskaper
●Fullständig och snabb vätning
● Utmärkt syrakorrosionsbeständighet

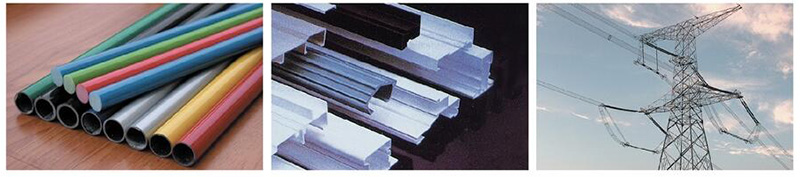
Ansökan:
Den används ofta inom bygg- och anläggningsindustrin, telekommunikations- och isoleringsindustrin.
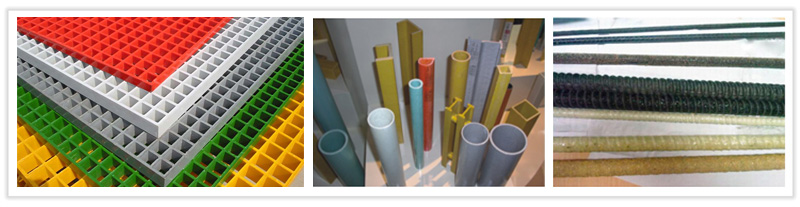
Pultruderingsprofiler för utomhussportutrustning, optiska kablar, olika sektionsstänger etc.
Produktlista
| Punkt | Linjär densitet | Hartskompatibilitet | Drag | Slutanvändning |
| BHP-01D | 300,600,1200 | VE | Kompatibel med matrisharts; Hög draghållfasthet hos den färdiga kompositprodukten | Används för att tillverka optisk kabel |
| BHP-02D | 300-9600 | UPP, VE, EP | Kompatibel med matrisharts; Snabb vätning; Utmärkta mekaniska egenskaper hos kompositprodukten | Används för att tillverka olika sektionsstänger |
| BHP-03D | 1200-9600 | UPP, VE, EP | Kompatibel med hartser; Utmärkta mekaniska egenskaper hos kompositprodukten | Används för att tillverka olika sektionsstänger |
| BHP-04D | 1200,2400 | EP, Polyester | Mjukt garn; Låg luddighet; Kompatibelt med hartser | Lämplig för tillverkning av gjuten galler |
| BHP-05D | 2400-9600 | UPP, VE, EP | Utmärkta drag-, böj- och skjuvegenskaper för kompositprodukter | Högpresterande pultruderade profiler |
| BHP-06D | 2400, 4800, 9600 | EP | Hög fiberstyrka, God integritet och ribbonisering, Kompatibilitet med epoxiharts, Fullständig och snabb vätning i hartser, Goda mekaniska egenskaper, Utmärkta elektriska egenskaper hos den färdiga produkten | isoleringsstänger och isoleringsstolpar |
| Identifiering | |||||||
| Typ av glas | E | ||||||
| Direkt roving | R | ||||||
| Filamentdiameter, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Linjär densitet, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Tekniska parametrar | |||
| Linjär densitet (%) | Fukthalt (%) | Storlek Innehåll (%) | Brottstyrka (N/Tex) |
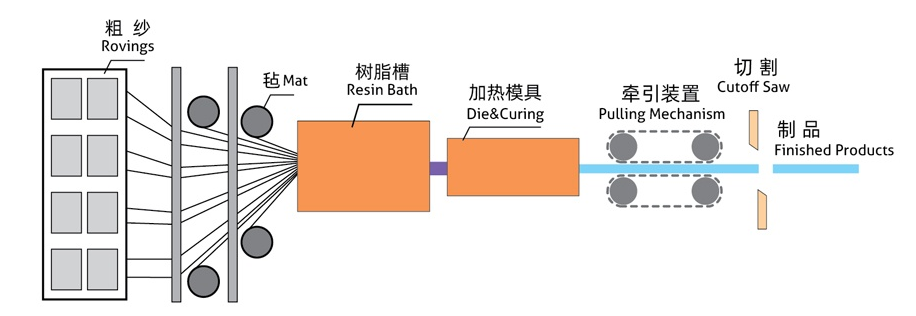
Pultruderingsprocess
Rovingar, mattor eller andra tyger dras genom ett hartsimpregneringsbad och sedan in i en uppvärmd form med hjälp av en kontinuerlig draganordning. Slutprodukterna formas under hög temperatur och högt tryck.